

Vol.33 THE ORDERING GUIDE(4) "SELECT SPECIFICATION OF PUNCH"
SELECT SPECIFICATION OF PUNCH
When ordering punches, please select and refer to the following specifications.
Selection of punch material and surface treatment
| Grade | Specification | Characteristec |
|
High performance 
performance |
Super Dry Punch (SDP) |
Excellent durability is realized by the W effect of the “super-hard film and permeation layer to punch base material” on the surface. Suitable for dry processing without press oil. Excellent effect on difficult-to-process materials such as stainless steel. Currently, Only the following shapes are supported. 
|
| Heavy Duty Punch (HDP) |
Coating with excellent heat resistance. The coating is difficult to peel off even with heat generated continuously. |
|
| Conic Long Life Punch (CLP) |
Suitable for a wide range of work materials such as high corrosion resistant hot-dip galvanized steel sheets, mainly Mild Steel. | |
|
Conic Hard Punch (CHP) |
It has been made “Special Treatment” to the punch cutting edge. This is a low-cost tool that is effective not only for cutting edge wear but also for preventing galling. |
|
|
High Speed Steel (HSS) |
Supports a wide range from Aluminum to Mild steel and Stainless steel. Harder than D2 and has excellent durability. |
|
| D2 | The most basic type of tool material. It is a basic tool that excels in cost performance and adapts to all workpieces. |
Selection of punch shear angle
The shear angle of the punch is effective for reducing punching load, preventing slug pulling,
and silencing.
When ordering, please indicate the presence and type of shear angle.
| Shear option | Characteristec | |
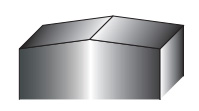
| Roof top shear |
|
Best shear for punching with maximum tonnages. CONIC standard angle of shear is 2°or 5°. Easy to sharpened up. |
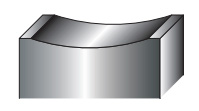
| Concave shear |
|
Best shear for slitting and nibbling because it inverts stresses. More susceptible to breakage because of a sharp focal point for stresses when piercing thick material. Defficult to sharpen without dedicated jigs. 〔 Resistant direction to punch tip 〕 In case of roof top shear 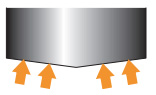
In case of concave shear 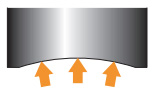
|
| Inverted shear |
|
|
| Shear option | |
| Roof top shear |
|
| Characteristec | |
|
Best shear for punching with maximum tonnages. CONIC standard angle of shear is 2°or 5°. Easy to sharpened up. |
|
| Shear option | |
| Concave shear |
|
| Inverted shear |
|
| Characteristec | |
|
Best shear for slitting and nibbling because it inverts stresses. More susceptible to breakage because of a sharp focal point for stresses when piercing thick material. Defficult to sharpen without dedicated jigs. 〔 Resistant direction to punch tip 〕 In case of roof top shear
In case of concave shear
|
|
-
※
In general, small diameter punches do not have a shear angle because the removal load is small.
Also, there is no shear angle for the blank type (if the slug is a product) because the blank is deformed.
For details, see Technical Information Vol.24.
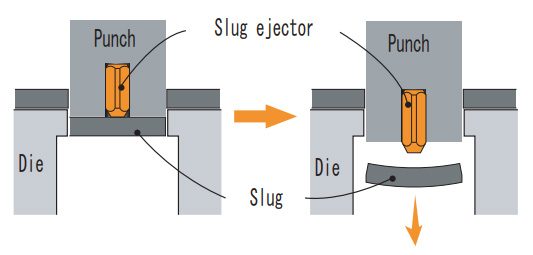
Slug ejector
Slug ejector is effective in preventing slug pulling.
The round shape is φ4 or more, and the standard square shape is attached to the punch edge of 6 width or more as standard in our company.
In addition, if you give us an instruction, we will attach it to a standard square blade with a width of 6 or more for free.
When processing thick plates with small-diameter and narrow punches, the slug ejector holes may cause punch damage.
In that case, please indicate“No slug ejector”.
〔 Fig. 1 Pushing slug mechanism by slug ejector 〕
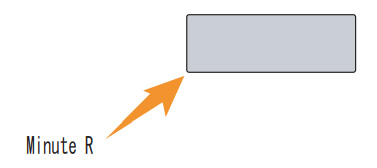
Minutes corner "R" on punch tip
As a measure to prevent chipping at the blade edge,
we have added a small R of about R0.2 to the four corners of square and rectangle punches.
If you don’t need it, please let us know.
〔 Fig.2 Minutes corner R on the punch tip of
SQ and RE shape punches. 〕
Coating treatment
In addition to Super Dry Punch (SDP), Heavy Duty Punch (HDP), Conic Long Life Punch (CLP),
and Conic Hard Punch (CHP), you can also select various “coating treatments” that improve the life of the tool.
| Coating option | Characteristec |
| Tuff coat |
Salt bath nitriding treatment to our premium high speed steel. It shows high performance preventing from peeling off. Hardness of surface is Hv900 - 1,100. |
| TiCN coat |
Ticn treatment to our premium high speed steel. Hardness of surface is Hv2,700 - 3,000 which is harder than Tin coating. |
| TiN coat | Tin treatment for our premium high speed steel. Good for mild steel. Hardness of surface is Hv2,000 - 2,500. |
| CrN coat |
CrN treatment to our premium high speed steel. Good for aluminum. Hardness of surface is Hv1,700 - 2,100. |
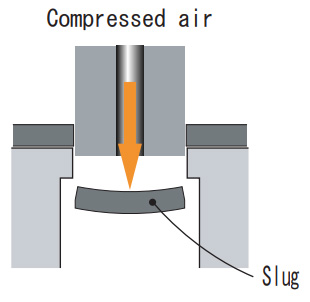
Air-hole specification
From the air hole in the center position of punch body,
compressed air is blown directly onto the slug to forcibly drop the slug.
〔 Fig.3 Air-hole spec. 〕
-
vol.1 COUNTERMEASURES FOR SLUG PULLING IN PUNCHING PROCESS
-
vol.2 LIFE COUNTERMEASURE FOR TOOLING
-
Vol.3 TOOL MAINTENANCE
-
Vol.4 FORMING TOOL
-
Vol.5 MATERIAL FOR TOOLING
-
Vol.6 FOR CLEARANCE OF THE CUTTING DIE
-
Vol.7 ABOUT TURRET PUNCH PRESS MACHINE
-
Vol.8 VARIOUS KINDS OF SPECIAL SHAPE
-
Vol.9 PARTS NAME OF STANDARD TOOLING
-
Vol.10 EACH NAMES OF FORMING TOOL
-
Vol.11 MATERIAL PROPERTIES (STEEL)
-
Vol.12 MATERIAL PROPERTIES
-
Vol.13 CALCULATION FORMULAS FREQUENTLY USED IN SHEET METAL
-
Vol.14 HEIGHT ADJUSTMENT FREE TOOL
-
Vol.15 HOW TO DRAW AND READ DRAWINGS
-
Vol.16 HOW TO DRAW AND READ DRAWING (PRACTICAL USE)
-
Vol.17 SHAPE INSTRUCTION FOR FORMING TOOLS(1)
-
Vol.18 SHAPE INSTRUCTION FOR FORMING TOOLS(2)
-
Vol.19 CODE MANAGEMENT
-
Vol.20 BENDING TECHNICAL INFORMATION
-
Vol.21 TECHNICAL COUNSELING FAQ(1) "COUNTERMEASURES FOR GALLING"
-
Vol.22 TECHNICAL COUNSELING FAQ(2) "BURRING FOR THREAD FORM"
-
Vol.23 TECHNICAL COUNSELING FAQ(3) "PITCH OF SINGLE PIERCING"
-
Vol.24 TECHNICAL COUNSELING FAQ(4) "SHEAR OPTIONS"
-
Vol.25 TECHNICAL COUNSELING FAQ(5) "HOLDING MARK"
-
Vol.26 TECHNICAL COUNSELING FAQ(6) "SOLUTION FOR SLUG PULLING OF A SHEET METAL WITH PROTECTIVE FILM"
-
Vol.27 TECHNICAL COUNSELING FAQ(7) "MATERIAL WARPING PREVENTION DURING"
-
Vol.28 TECHNICAL COUNSELING FAQ(8) "WARPING PREVENTION OF BLANKING OUT"
-
Vol.29 TECHNICAL COUNSELING FAQ(9) "COUNTERSINK FOR COUNTERSUNK SCREW"
-
Vol.30 THE ORDERING GUIDE(1) "HOW TO INSTRUCT SHAPE AND DIMENSIONS"
-
Vol.31 THE ORDERING GUIDE(2) "REFERENCE KEY DIRECTION"
-
Vol.32 THE ORDERING GUIDE(3) "ANGLE INDICATION OF ANGLED TOOL"
-
Vol.33 THE ORDERING GUIDE(4) "SELECT SPECIFICATION OF PUNCH"
-
Vol.34 THE ORDERING GUIDE(5) "DIE SPECIFICATION SELECTION"