

Vol.27 TECHNICAL COUNSELING FAQ(7)
"MATERIAL WARPING PREVENTION DURING"
Here are some of the questions we have contacted the Tool Consultation.
MATERIAL WARPING PREVENTION DURING PUNCHING
Are there any measures?
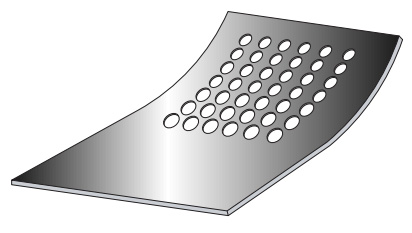
When a large number of holes are punched using a turret punch press, the material (workpiece) may warp,and making it impossible to process or not be a product. (See Fig.1)
This is because when the punch out the workpiece,
bending stress is generated at the same time as the shearing force,
and internal stress is generated due to the plate pressing pressure of the tool.
After that, when the material is released from the plate press, the board warps due to the stress inside the material. (See Fig.2)
Fig.1 The sheetmetal distorted after punching
As a countermeasure…
-
1.
A tapering process is applied to the material pressing surfaces of the guide or the stripper and the die to apply a stress in the direction opposite to the warpage to flatten the work. (see Fig.3)
Usually, a taper of 1 degree to 2 degree is added to one side or all around so that the die side is convex and the guide or the stripper side is concave.
Fig.2 Punching force and stress
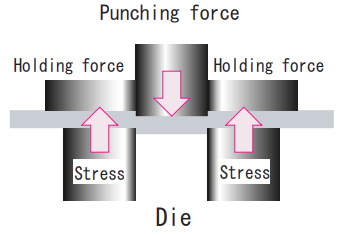
Fig.3 Put taper on a stripper and die
Put taper all around
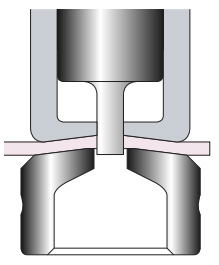
Put taper on one side
-
2.
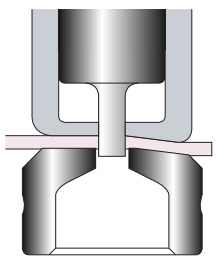
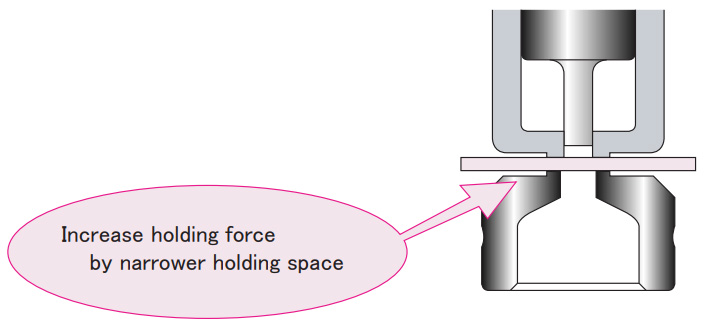
By strengthening the "plate holding force" to hold the material, the bending stress generated on the material is suppressed to reduce the warpage.
As a way to increase the plate holding force,
- a ) Increase the force of the upper spring by raising the station.
- b ) There is a way to increase the surface pressure around the punch by reducing the holding area of either or both of the guide or die.(see Fig.4)
Fig.4 Increase holding force
-
3.
Keep the edge of the punch and die sharp at all times.
Wear on the cutting edge increases shear resistance and causes warpage.
Please regrinding the cutting edge early and keep the cutting edge sharp at all times. -
4.
Punching with proper clearance.
An excessively large clearance increases the bending stress of the punching process.
Warpage can be reduced by proper clearance or slightly smaller clearance.
-
5.
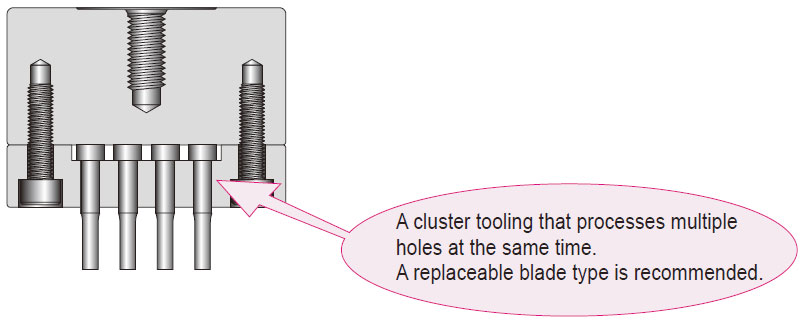
Use cluster tool.
In case of punching process with many same dimensions,
warpage will be less if multiple holes are formed at one process with cluster tool than single punching.(See Fig.5)
Fig.5 Cluster tooling
-
vol.1 COUNTERMEASURES FOR SLUG PULLING IN PUNCHING PROCESS
-
vol.2 LIFE COUNTERMEASURE FOR TOOLING
-
Vol.3 TOOL MAINTENANCE
-
Vol.4 FORMING TOOL
-
Vol.5 MATERIAL FOR TOOLING
-
Vol.6 FOR CLEARANCE OF THE CUTTING DIE
-
Vol.7 ABOUT TURRET PUNCH PRESS MACHINE
-
Vol.8 VARIOUS KINDS OF SPECIAL SHAPE
-
Vol.9 PARTS NAME OF STANDARD TOOLING
-
Vol.10 EACH NAMES OF FORMING TOOL
-
Vol.11 MATERIAL PROPERTIES (STEEL)
-
Vol.12 MATERIAL PROPERTIES
-
Vol.13 CALCULATION FORMULAS FREQUENTLY USED IN SHEET METAL
-
Vol.14 HEIGHT ADJUSTMENT FREE TOOL
-
Vol.15 HOW TO DRAW AND READ DRAWINGS
-
Vol.16 HOW TO DRAW AND READ DRAWING (PRACTICAL USE)
-
Vol.17 SHAPE INSTRUCTION FOR FORMING TOOLS(1)
-
Vol.18 SHAPE INSTRUCTION FOR FORMING TOOLS(2)
-
Vol.19 CODE MANAGEMENT
-
Vol.20 BENDING TECHNICAL INFORMATION
-
Vol.21 TECHNICAL COUNSELING FAQ(1) "COUNTERMEASURES FOR GALLING"
-
Vol.22 TECHNICAL COUNSELING FAQ(2) "BURRING FOR THREAD FORM"
-
Vol.23 TECHNICAL COUNSELING FAQ(3) "PITCH OF SINGLE PIERCING"
-
Vol.24 TECHNICAL COUNSELING FAQ(4) "SHEAR OPTIONS"
-
Vol.25 TECHNICAL COUNSELING FAQ(5) "HOLDING MARK"
-
Vol.26 TECHNICAL COUNSELING FAQ(6) "SOLUTION FOR SLUG PULLING OF A SHEET METAL WITH PROTECTIVE FILM"
-
Vol.27 TECHNICAL COUNSELING FAQ(7) "MATERIAL WARPING PREVENTION DURING"
-
Vol.28 TECHNICAL COUNSELING FAQ(8) "WARPING PREVENTION OF BLANKING OUT"
-
Vol.29 TECHNICAL COUNSELING FAQ(9) "COUNTERSINK FOR COUNTERSUNK SCREW"
-
Vol.30 THE ORDERING GUIDE(1) "HOW TO INSTRUCT SHAPE AND DIMENSIONS"
-
Vol.31 THE ORDERING GUIDE(2) "REFERENCE KEY DIRECTION"
-
Vol.32 THE ORDERING GUIDE(3) "ANGLE INDICATION OF ANGLED TOOL"
-
Vol.33 THE ORDERING GUIDE(4) "SELECT SPECIFICATION OF PUNCH"
-
Vol.34 THE ORDERING GUIDE(5) "DIE SPECIFICATION SELECTION"