

Vol.3 Pemeliharaan tool
Tool maintenance has a major impact on the quality of the product and tooling life.
We summarized the time and method of appropriate maintenance this time.
GRIND STANDARD TOOL
TIMING OF RE-GRINDING
In the case of punching hole, tool and material contact repeatedly,
and as the number of hits increases, tool wear progresses and the following phenomenon appears in theprocessed product.
- ①Increase rollover.
- ②Decreased surface accuracy of the shear surface.
- ③Decreased punching dimensional accuracy.
- ④The product warpage.
- ⑤Increase rollover
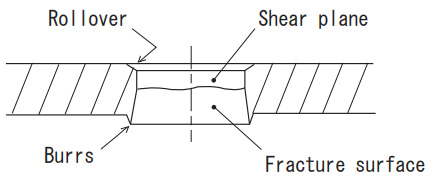
Normally, the re-grinding time of punches and dies is determined by the size of burrs. In addition,
it is recommended to regularly observe the condition of the cutting edge (sagging, chipping).
As the wear of the cutting edge progresses, it leads to troubles such as,
- ①Hasten an increasingly wear.
- ②Decreased quality of processed products.
- ③Punch and die will break by increasing of punching load.
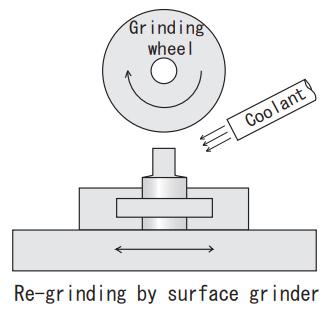
GRIND METHOD
Please always use coolant when grinding.
Grinding with dry or improper coolant may cause cracking or annealing of the cutting edge, which may cause punch and die damage.
After regrinding, remove the polishing burr with a # 600 grinding stone,
remove the coolant, and then apply a lubricant when incorporating it,
because a polishing burr will occur.
Also, adjust the length of the punch or die by the amount of dimensions ground and the punch head or shim.
GENERAL MAINTENANCE
REMOVAL OF ADHESION OF CUTTING EDGE
To remove the adhesion of cutting edge, we recommend using an oil stone (#220).
※ When you remove the adhesion, please be careful to keep the cutting edge sharp.
For frequently used punch, we recommend CONIC original coating “SDP” which has an astonishing lifespan.
Remove adhesion using oil stone.
Move parallel to the side surface of punch.
LUBRICATION OF THE SLIDE PART
The sliding portion between the punch body and the guide, we recommend lubrication the oil (such as grease) and cleaning on a regular basis.
The iron powder generated during the punching process attached to the inner diameter of the guide may cause seizure.
KEY MAINTENANCE
It is recommended to replace it regularly as the wear of the turret key (key groove / key pin) has a great effect on the quality of the processed product and the tooling life.
We will take care of the exchange key for tools.
CLEANING UP INSIDE THE TURRET
Even if tool maintenance is carried out sufficiently, if the turret to which the tool is attached contains burrs or foreign substances from slug, it may cause misalignment or galling of the tooling.
When installing the tool, please clean the inside of the turret completely.Attaching a blank die to a turret that is not in use prevents foreign matter from getting inside.
FORMING TOOLING MAINTENANCE
GRIND FORMING TOOLING
Some forming tool has “cutting edge” and it is possible to be sharpened.
※ Depending on the product, reshaping may change the tooling shape.
In addition, HSS tools and replaceable tools are also recommended for frequently used tools.
REPLACEMENT OF URETHANE SPRING OR SPRING
Some forming tools have urethane rubber or spring assembled inside tool for an ejector.
It is recommended to replace it early, as deterioration of the force of the urethane rubber or spring may lead to strip errors and damage to the tool.
Proper maintenance is recommended in order to use the tool for a longer time.
PDF Download
Vol.1 Solusi untuk mencegah slug naik kepermukaan
Vol.2 Solusi untuk meningkatkan masa pakai tool
Vol.3 Pemeliharaan tool
Vol.4 Forming tool
Vol.5 Material yang digunakan untuk memproduksi tool
Vol.6 Die Clearance
Vol.7 Mesin Turret Punch Press
Vol.8 Berbagai macam Bentuk spesial
Vol.9 Nama bagian-bagian tool standar
Vol.10 Forming tool
Vol.11 Jenis material (Baja)
Vol.12 Jenis material (Logam nonferrous)
Vol.13 Rumus penghitungan yang populer digunakan dalam Lembaran logam
Vol.14 Tool bebas pengaturan ketinggian
Vol.15 Cara menggambar dan membaca gambar (Dasar)
Vol.16 Cara menggambar dan membaca gambar (Penggunaan praktis)
Vol.17 Instruksi bentuk untuk forming tools(1)
Vol.18 Instruksi bentuk untuk forming tools(2)
Vol.19 Manajemen kode
Vol.20 Informasi teknis bending
Vol.21 T&J konseling teknis(1) "COUNTERMEASURES FOR GALLING"
Vol.22 T&J konseling teknis(2) "BURRING FOR THREAD FORM"
Vol.23 T&J konseling teknis(3) "PITCH OF SINGLE PIERCING"
Vol.24 T&J konseling teknis(4) "SHEAR OPTIONS"
Vol.25 T&J konseling teknis(5) "HOLDING MARK"
Vol.26 T&J konseling teknis(6) "SOLUTION FOR SLUG PULLING OF A SHEET METAL WITH PROTECTIVE FILM"
Vol.27 T&J konseling teknis(7) "MATERIAL WARPING PREVENTION DURING"
Vol.28 T&J konseling teknis(8) "WARPING PREVENTION OF BLANKING OUT"
Vol.29 T&J konseling teknis(9) "COUNTERSINK FOR COUNTERSUNK SCREW"
Vol.30 Panduan pemesanan(1) "HOW TO INSTRUCT SHAPE AND DIMENSIONS"
Vol.31 Panduan pemesanan(2) "REFERENCE KEY DIRECTION"
Vol.32 Panduan pemesanan(3) "ANGLE INDICATION OF ANGLED TOOL"
Vol.33 Panduan pemesanan(4) "SELECT SPECIFICATION OF PUNCH"
Vol.34 Panduan pemesanan(5) "DIE SPECIFICATION SELECTION"