

Vol.24 T&J konseling teknis(4) "SHEAR OPTIONS"
This time, we will introduce “Shear Angle” from the questions we have contacted the Tool Consultation.
SHEAR OPTIONS ON PUNCH
please tell us the type and selection criteria of the shear angle.
The shear angle is obtained by processing the punch edge surface into a “convex” or “concave” shape, and is effective in
- 1.Reduce tonnage
- 2.Slug pulling
- 3.Reduce noise
Popular shear shapes are bellows.
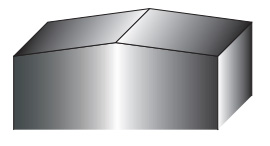
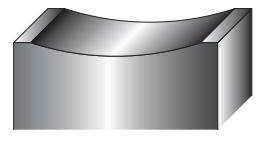
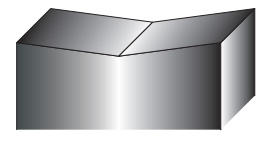
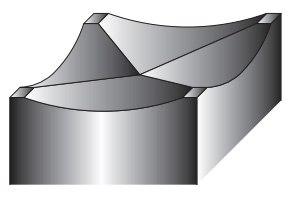
Fig.1 Type of shear angle
Roof top shear
Concave shear
Inverted shear
4way inverted
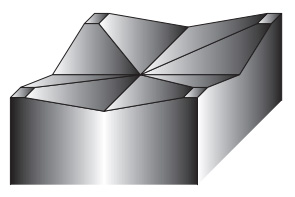
4way concave
SHEAR ANGLE TYPES AND SELECTION CRITERIA
ROOF TOP SHEAR
- 1.The most common shear angle.
- 2.At Conic, shear angles are standard at 2 degree and 5 degree.
- 3.It is relatively easy for customers to perform regrinding.
Fig.2 Resistant direction to the punch tip
In case of roof top shear
In case of concave shear
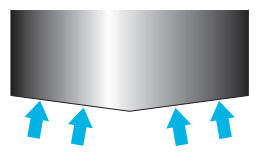
CONCAVE SHEAR, INVERTED SHEAR
- 1.This shear angle is suitable for slitting processing.
-
2.Since force is applied outward to the cutting edge during punching (See Fig. 2),
when processing a thick plate with a narrow punch, cracks may occur from the bottom.
In the case of urethane kicker, it may be damaged early. - 3.It is difficult for customers to regrind without dedicated jigs.
4 WAY CONCAVE SHEAR, 4 WAY INVERTED SHEAR
- 1.This shear angle is suitable for slitting with a square shape in both X and Y directions.
FLAT (NO SHEAR)
-
1.In general, small diameter punches do not have a shear angle because the removal load is small.
However, when processing thick plates,
it may be added as a measure to prevent slug pilling. - 2.There is no shear angle for the blank type (if the slug is a product) because the blank is deformed.
ADVICE ON ONE POINT:Calculating formula of tonnage with shear
Tonnage with shear = tonnage without shear x shear coefficient
-
■When the material thickness is thinner than the shear angle height.
Shear angle coefficient = 0.5 -
■When the material thickness is thicker than the shear angle height.

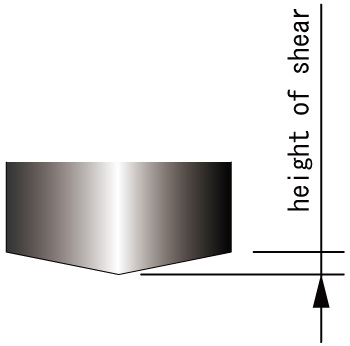
-
※For calculation of tonnage without shear angle, refer to Technical Information Vol.13
“Calculation formula frequently used in sheet metal”.
Vol.1 Solusi untuk mencegah slug naik kepermukaan
Vol.2 Solusi untuk meningkatkan masa pakai tool
Vol.3 Pemeliharaan tool
Vol.4 Forming tool
Vol.5 Material yang digunakan untuk memproduksi tool
Vol.6 Die Clearance
Vol.7 Mesin Turret Punch Press
Vol.8 Berbagai macam Bentuk spesial
Vol.9 Nama bagian-bagian tool standar
Vol.10 Forming tool
Vol.11 Jenis material (Baja)
Vol.12 Jenis material (Logam nonferrous)
Vol.13 Rumus penghitungan yang populer digunakan dalam Lembaran logam
Vol.14 Tool bebas pengaturan ketinggian
Vol.15 Cara menggambar dan membaca gambar (Dasar)
Vol.16 Cara menggambar dan membaca gambar (Penggunaan praktis)
Vol.17 Instruksi bentuk untuk forming tools(1)
Vol.18 Instruksi bentuk untuk forming tools(2)
Vol.19 Manajemen kode
Vol.20 Informasi teknis bending
Vol.21 T&J konseling teknis(1) "COUNTERMEASURES FOR GALLING"
Vol.22 T&J konseling teknis(2) "BURRING FOR THREAD FORM"
Vol.23 T&J konseling teknis(3) "PITCH OF SINGLE PIERCING"
Vol.24 T&J konseling teknis(4) "SHEAR OPTIONS"
Vol.25 T&J konseling teknis(5) "HOLDING MARK"
Vol.26 T&J konseling teknis(6) "SOLUTION FOR SLUG PULLING OF A SHEET METAL WITH PROTECTIVE FILM"
Vol.27 T&J konseling teknis(7) "MATERIAL WARPING PREVENTION DURING"
Vol.28 T&J konseling teknis(8) "WARPING PREVENTION OF BLANKING OUT"
Vol.29 T&J konseling teknis(9) "COUNTERSINK FOR COUNTERSUNK SCREW"
Vol.30 Panduan pemesanan(1) "HOW TO INSTRUCT SHAPE AND DIMENSIONS"
Vol.31 Panduan pemesanan(2) "REFERENCE KEY DIRECTION"
Vol.32 Panduan pemesanan(3) "ANGLE INDICATION OF ANGLED TOOL"
Vol.33 Panduan pemesanan(4) "SELECT SPECIFICATION OF PUNCH"
Vol.34 Panduan pemesanan(5) "DIE SPECIFICATION SELECTION"