

Vol.1 Solusi untuk mencegah slug naik kepermukaan
One of the problems that occur when punching with an NC turret punch press is slug pulling.
It is generally said that slug pulling are round or simple in shape and often occur when the thick plate is thin.
This chapter summarized some measures, including slug catcher die, for this slug pulling.
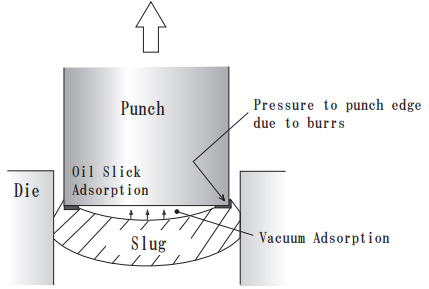
Mechanism of slug pulling
- A.Vacuum adsorption
- B.Oil film adsorption
- C.Magnetic adsorption
- D.Cutting edge pressure bonding by burrs etc.
Countermeasures for slug pulling
Slug Catcher Die(Standard specification)
Catch the slug to prevent slug pulling.
![① Material is cut off at [A] part.](../../images/tech/vol1_2.jpg)
① Material is cut off at [A] part.
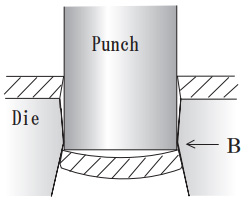
![② The slug is compressed in the process of punching at [B] part.](../../images/tech/vol1_3.jpg)
② The slug is compressed
in the process of
punching at [B] part.
③ Drags the slug through the relief.
![④ [B] part is narrower than [C] part so the slug cannot comes up.](../../images/tech/vol1_5.jpg)
④ [B] part is narrower
than [C] part so the
slug cannot comes up.
COUNTERMEASURE FOR UPPER DIE (PUNCH SIDE)
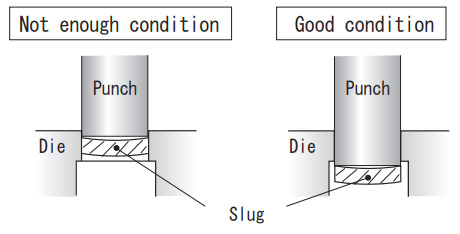
1) ADUST I NG UPPER TOOL I NG HEIGHT
Insert punch edge deeply to inside the die to push the slug properly.
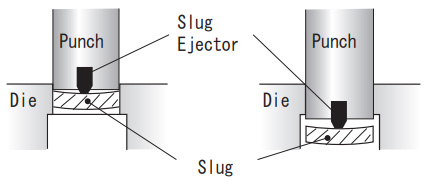
2) SLUG EJECTOR(STANDARD SPECIFICATION)
The slug ejector attached to the cutting edge of the punch forcibly removes scraps.
(Preventing adhesion/ adsorption)
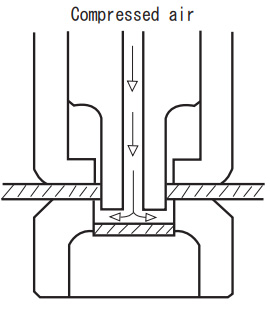
3) COMPRESSED AIR
The compressed air is discharged directly from the air hole of the tool center and blown to the slug to forcibly remove the slug.
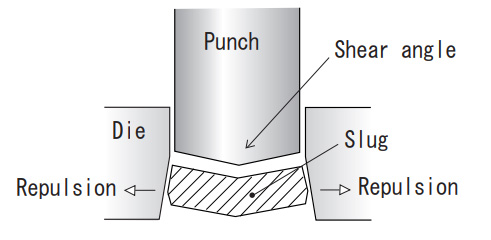
4) SHEAR ANGLE
By attaching a shear angle to the cutting edge of the punch, the slug is deformed and its repulsive force (spring-back) is used to prevent slug pulling.
COUNTERMEASURE FOR LOWER DIE(DIE SIDE)
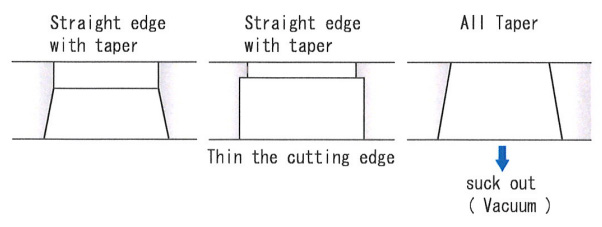
1) SELECTION OF DIE CUTTING EDGE
The cutting edge has the following specifications in addition to the slug catcher.
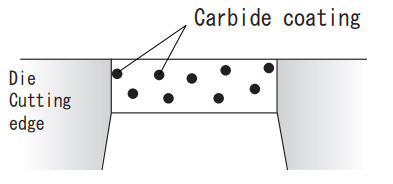
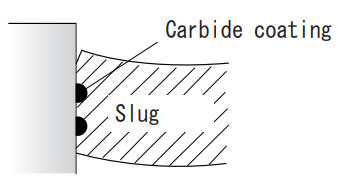
2) DEPOSITION PROCESS(D Process)
Put electrical super hard spot(Carbide coating) onto inside of die hole.
Other Solution
- 1.Do not use the processing oil.
- 2.Use with an appropriate clearance.
- 3.Do enough demagnetizing.
We recommend that you try these methods individually or in combination,
depending on the material, thickness and punched form of the workpiece.
-
Vol.1 Solusi untuk mencegah slug naik kepermukaan
-
Vol.2 Solusi untuk meningkatkan masa pakai tool
-
Vol.3 Pemeliharaan tool
-
Vol.4 Forming tool
-
Vol.5 Material yang digunakan untuk memproduksi tool
-
Vol.6 Die Clearance
-
Vol.7 Mesin Turret Punch Press
-
Vol.8 Berbagai macam Bentuk spesial
-
Vol.9 Nama bagian-bagian tool standar
-
Vol.10 Forming tool
-
Vol.11 Jenis material (Baja)
-
Vol.12 Jenis material (Logam nonferrous)
-
Vol.13 Rumus penghitungan yang populer digunakan dalam Lembaran logam
-
Vol.14 Tool bebas pengaturan ketinggian
-
Vol.15 Cara menggambar dan membaca gambar (Dasar)
-
Vol.16 Cara menggambar dan membaca gambar (Penggunaan praktis)
-
Vol.17 Instruksi bentuk untuk forming tools(1)
-
Vol.18 Instruksi bentuk untuk forming tools(2)
-
Vol.19 Manajemen kode
-
Vol.20 Informasi teknis bending
-
Vol.21 T&J konseling teknis(1) "COUNTERMEASURES FOR GALLING"
-
Vol.22 T&J konseling teknis(2) "BURRING FOR THREAD FORM"
-
Vol.23 T&J konseling teknis(3) "PITCH OF SINGLE PIERCING"
-
Vol.24 T&J konseling teknis(4) "SHEAR OPTIONS"
-
Vol.25 T&J konseling teknis(5) "HOLDING MARK"
-
Vol.26 T&J konseling teknis(6) "SOLUTION FOR SLUG PULLING OF A SHEET METAL WITH PROTECTIVE FILM"
-
Vol.27 T&J konseling teknis(7) "MATERIAL WARPING PREVENTION DURING"
-
Vol.28 T&J konseling teknis(8) "WARPING PREVENTION OF BLANKING OUT"
-
Vol.29 T&J konseling teknis(9) "COUNTERSINK FOR COUNTERSUNK SCREW"
-
Vol.30 Panduan pemesanan(1) "HOW TO INSTRUCT SHAPE AND DIMENSIONS"
-
Vol.31 Panduan pemesanan(2) "REFERENCE KEY DIRECTION"
-
Vol.32 Panduan pemesanan(3) "ANGLE INDICATION OF ANGLED TOOL"
-
Vol.33 Panduan pemesanan(4) "SELECT SPECIFICATION OF PUNCH"
-
Vol.34 Panduan pemesanan(5) "DIE SPECIFICATION SELECTION"