

ベンディング金型編
1-5)曲げの特徴について
伸び代
今回は伸び代について考えてみましょう。
伸び代とは曲げ作業を行う時、板の表裏で発生する、「縮む」と「伸びる」現象をいいます。
一般的に板金作業を行う前に完成図を平面図に直します。
これを「展開図」と呼び、曲げ加工においては「伸び代」を考慮し、平面図の通りに曲げる事が重要です。
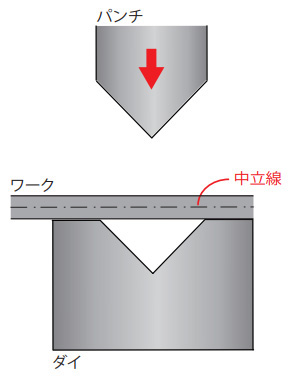
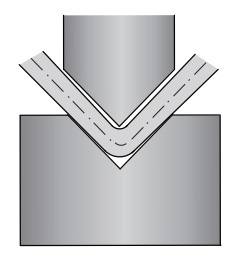
曲げの断面
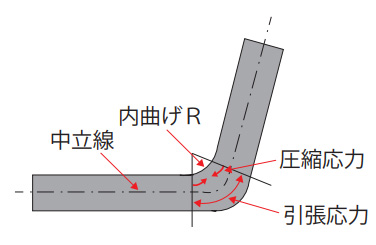
中立線と曲げの関係
- ■上の図の様に、曲げ作業を行うと内側が縮み、外側が伸びる現象が発生する。
- ■中立線より内側、外側で伸び縮みが発生する。
- ■平面図に直した場合、この中立線が「展開長」となる。
- ■中立線は加工条件により板の内側、外側へ移動する。
- ■細かい展開長(伸び代)を出すには、この中立線が曲げ加工品質に大きく影響する。
直角曲げの簡易計算
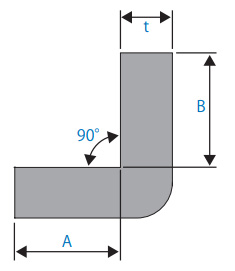
L(展開長)=A+B+1/2t

- ■実作業では、この計算が多く採用されていますが、最終的には経験値で修正をしています。
参考値としてお考えください。 - ■曲げの展開寸法は、金型の構造だけでなく、材質・厚み等により異なってきます。
後述するスプリングバック等も大きく影響し、正確な展開長を求めるのは極めて難しい。
よって複雑な曲げ、曲げ回数が多い程、経験値を多く持っている技術者が現在も重宝されています。
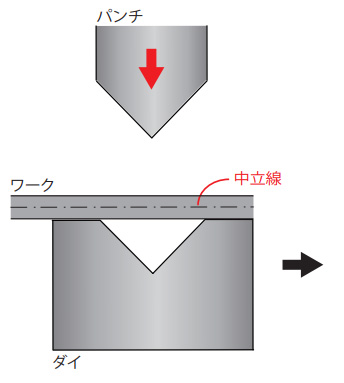
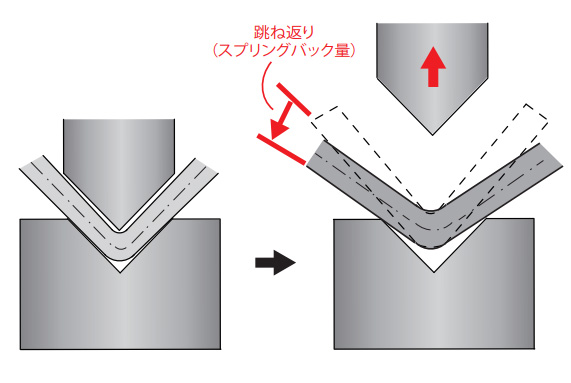
スプリングバック
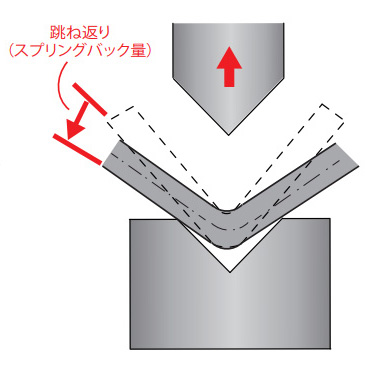
スプリングバックとは、曲げた後に圧力が除かれると、
曲げ角度が跳ね返ってくる現象です。
ワークを曲げた際に、内側と外側では「縮む」、「引っ張る」といった相反する応力が働く。
一般に圧縮の強さは引っ張り強さよりずっと大きい。
したがってワークの外側が曲げ角度に達し、ある程度角度変形が完成しても、内側ではまだ元に戻ろうと外側へ向かう力が働いている。
この圧縮応力がスプリングバックとなっている。
スプリングバック量は角度で表すのが一般的ですが、材質、板厚等の諸条件により変化する為、正確に予測するのは困難です。
又、曲げ時の加圧力の状態により、反発力が変化し圧力を除いたときに、角度が中に入ってスプリングバックと逆の状態になる事があります。
これをスプリングゴーといいます。
スプリングバックのメカニズム
スプリングバック現象の傾向
- ①同一金型、同一板厚では・・・SPCC<AL<SUS
- ②同一金型では板厚が薄い程、スプリングバック量は大きい
- ③仕上り角度により、その量は異なる
- ④板厚に対する「曲げR」が大きい程、スプリングバック量は大きい
スプリングバックは曲げ作業において必ず起こる現象です。
機械特性、金型、製品等を把握する事が予測への近道となります
ワンポイント
スプリングバック量を計算で算出できないか?と考えている方は多いと思います。
計算式はありますが、複雑であり、基本的にプレス加工の金型製作時に使用している物で、
曲げ加工には使用できないのが現実です。
主な理由として、
- 1.ベンディング金型に88°等の刃先角度がある事自体、スプリングバック量を見込まれて製作されており、製品曲げが計算通り、90°に曲がらない事を表しています。
それに加えて誤差を計算で出す事は困難です。 - 2.スプリングバック量を計算で出すより内径Rで調整したほうが簡単です。
- 3.板厚のバラツキ、機械スペックの差等が影響し、計算値の誤差は大きくなる為、角度チェックは必要です。