

ベンディング金型編
1-17)曲げ不良について
曲げ加工で発生しやすいトラブルに、「曲げコブ」があります。
今回は「曲げコブ」による不具合の例と対策について説明します。
曲げコブ
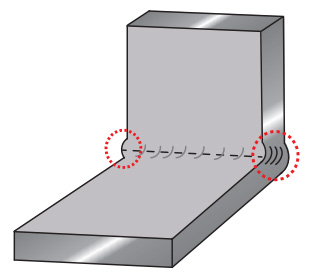
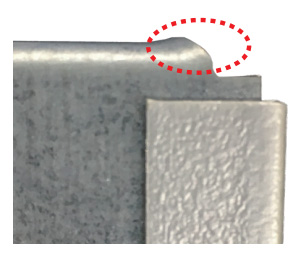
「曲げコブ」とは、曲げ加工を行った際、板の端面が盛り上がり、コブの様にはみ出る現象です。
板厚により「曲げコブ」の大きさは異なります。
「曲げコブ」が生じた状態で次工程に送るとトラブルの原因となることがあります。
対策は金型での対処ではなく、加工作業上で注意することが必要です。
代表的な曲げコブ例
曲げコブの膨らみ量目安
ボトミング加工の場合…t×0.15
コイニング加工の場合…t×0.12
曲げコブによる不具合
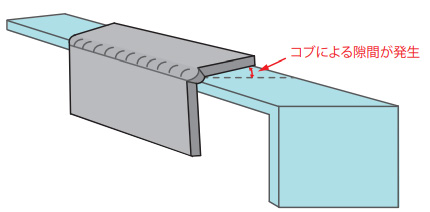
曲げ部の干渉①
「曲げコブ」が残ったまま箱曲げを行った場合、コブが干渉し隙間が開いてしまう為、曲げ角度や通り精度に大きく影響します。
更に後工程の溶接作業が困難になり、加工不良に繋がります。
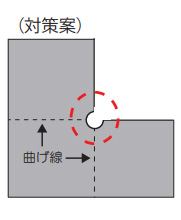
曲げコブを抑えるための方法に、板厚以上の径の穴をあけることで改善できる場合があります。
曲げ部の干渉②
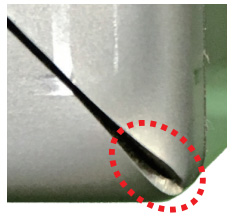
曲げ線上にシャフト等の精密部品を装着する穴がある際、曲げコブが干渉する恐れがあります。
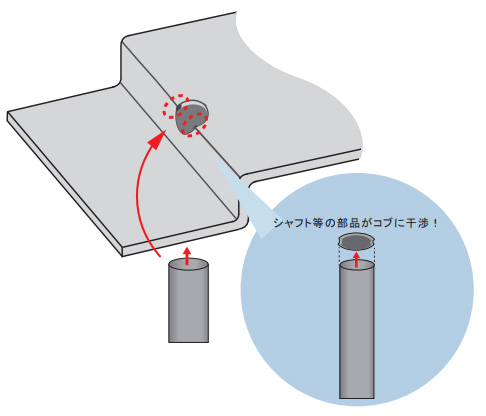
シャフト等の部品がコブに干渉!
曲げ部の干渉③
部品の組合せ時の際にも曲げコブにより隙間があき、ガタ付きが生じることがあります。
公差を設定する際には、注意しましょう。

コブによる隙間が発生
曲げコブ対策
解決策
- ①T=1.6以上の場合、加工後にコブを削る除去作業を行う。
- ②展開時に逃げ部を設けておく。
- ③刃先Rの大きい金型を使用する。
曲げコブ対策は試作の段階で考慮しておく事が重要です。
除去の工数がかかると納期に影響し、
曲げRを変更すると金型購入費や段取りの変更でコストUPに繋がる為、
必ず事前に対策を立てておきましょう。