

ベンディング金型編
1-13)曲げ加工Q&A①(金型の干渉対策)
今回は作業現場よりお問い合わせ頂いた内容をピックアップしてご説明します。
金型の干渉
- Q:曲げ加工した際、ワークに金型が干渉したので加工を中断し、段取りをやり直した事がありました。
事前に金型が干渉しないか分かる方法はありますか?
方法①
「プレスブレーキ金型断面形状シート」を製品又は、原寸図面にあてて検証する方法があります。
方法②
「曲げ加工限界グラフ」を使用するとより詳細に把握できます。
方法③
「CAD」を利用して曲げ順や金型選定を行うことも可能です。
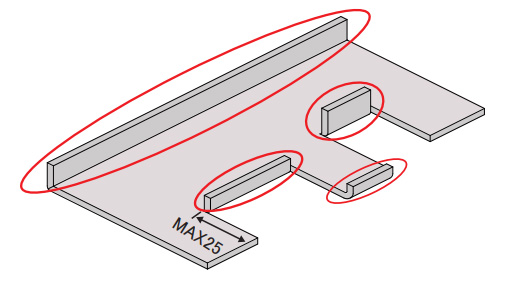
最小フランジ長さ
- Q: V曲げの場合の最小フランジは何mmまで可能ですか?
-
A:
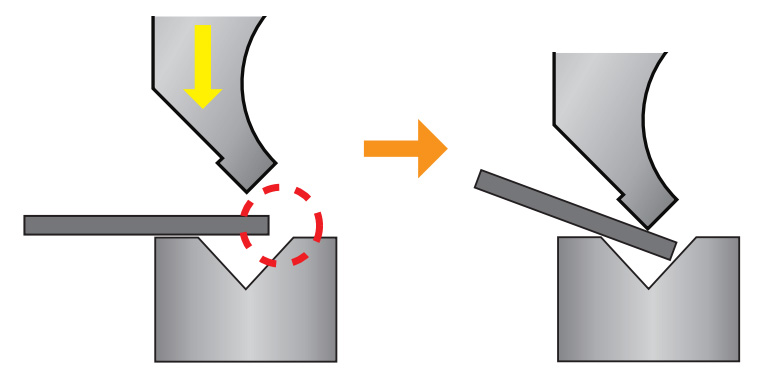
V曲げの最小フランジ長さとは、曲げ加工において、ワークがダイ肩部から外れて曲げ加工ができなくなる事を防ぐ為、最後までダイに乗っていなければならない寸法をいいます。
最小フランジ長さと最小製品高さを混同しない様に注意しましょう。最小フランジ長さ= V曲げ加工における最小高さ
最小製品高さ= 曲げ製品の最小高さ
と定義しご説明します。
V曲げにおける最小フランジ長さ
V曲げ加工は下図の様に、ダイV溝の両側にV曲げを行う板の端がしっかりかかっていないと曲げられません。
最小フランジ長さは使用するダイのV溝幅の大きさにより左右されます。
良い例
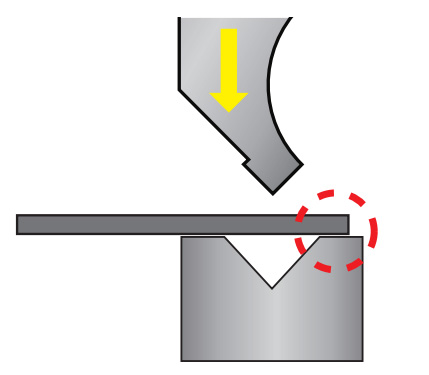
悪い例
方法①
最小フランジ長(b)≒0.7Vで求められます。(V=ダイのV幅)
方法②
材料・材質・内Rなどの仕上り条件を考慮した求め方として、下記の求め方もあります。
H=R+3t
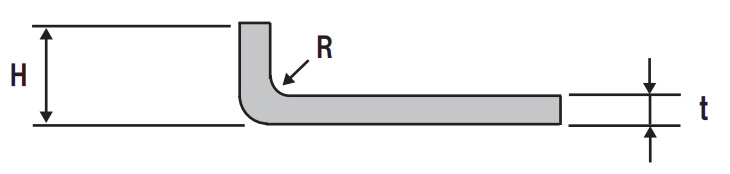
- H:最小フランジ長さ
- t:板厚
- R:内側曲げ半径
通常、最小フランジは板厚の3倍程度必要となる為、
例えば部分曲げや電子部品等の薄板製品の曲げ加工が困難になる場合があります。
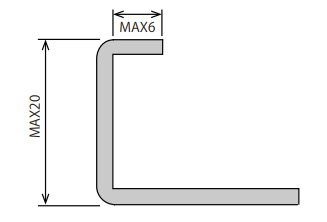
Point
“しごき曲げ方式”に変えることで、最小フランジ長さをより小さくできます。
下記の専用金型をご提案します。
対象商品:チョン曲げくん
小さな立ち上がりの曲げ(板厚の1.5倍)が手早く加工できます。
加工板厚変更時は、製品と同じ厚さのシムに交換するだけで簡単に曲げ設定が変更できます。

小さな立ち上がりだけでなく、下図のような曲げ加工も可能です。
今回ご紹介した金型詳細はお気軽にお問い合わせください。