

ベンディング金型編
1-4)曲げ加工の準備について②(金型耐圧表記の見方)
金型は製品の材質、板厚、長さを中心に金型の高さ、内Rの大きさ、干渉等を考慮して選定します。
その為には、金型に表示されている加工能力、限界等を理解することが必要となります。
ベンディング金型の表示について
基本的に金型には以下の情報が表示されています。
各メーカーにより表示方法が変わりますので、ご注意ください。
下の金型写真はパンチに表示されている刻印事例です。
ダイにはこの他にV幅等の情報も表示されています。
必ずチェックしましょう。
パンチの表示例
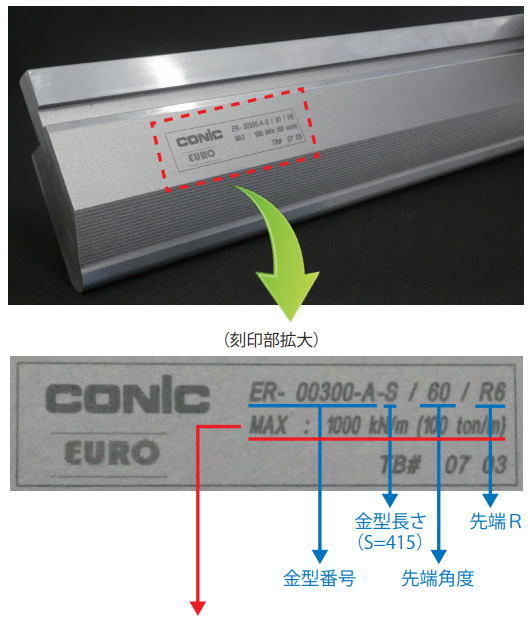
(例)上記金型の場合の耐圧表記・・・MAX:1000 kN/m (100 ton/m)
※プレスブレーキは折り曲げる線上に加工するので、面圧ではなく、線圧で表示してあります。
耐圧表記の換算について
*m=メートル *kN=キロニュートン *ton=トンを意味しており、「1mあたり」の耐圧を示しています。
上記の例を各単位換算すると、
1kN≒0.102tonで換算するので、1000kN≒100tonとなります。
つまりこの金型は1mあたりかけてよい力は最大1000kN又は≒100tonまでとなります。
尚、金型により「フィート」と表示されている場合があります。
必要トン数
ベンディングマシンによる曲げ作業を行う際、必要トン数を知ることは非常に重要です。
カタログなどに圧力表として掲載してありますが、ここでは基礎知識として計算式について考えてみましょう。
計算式は下記の公式を用いることで、ボトミング加工した場合の数値が求められます。
V曲げ圧力計算式
実験値から求められた公式として、1m当たりの必要トン数は以下の式でも求められます。
SPCの場合
P = 68 × 板厚 × 板厚 ÷ V幅(SS材用)
AL・銅の場合
P = 68 × 板厚 × 板厚 ÷ V幅(SS材用) × 0.7
SUSの場合
P = 68 × 板厚 × 板厚 ÷ V幅(SS材用) × 1.5
曲げ製品長さが1mを超える場合は、上記の計算式 × 曲げ製品長さで必要トン数を求めてください。
- ・上記の式の「68」とは「補正係数 × 抗張力」であり、安全を考慮し最大係数をかけています。
- ・ダイのV幅設定は圧力表もしくはVol.PB-3を参照ください。
例題
SUS T = 1.5mm L=2m の場合の圧力は?
回答
68 × 1.5 × 1.5 ÷ 10 × 1.5 × 2 = 45.9トン
例題
AL T = 1.2mm L=1.5m の場合の圧力は?
回答
68 × 1.2 × 1.2 ÷ 10 × 0.7 × 1.5 = 10.2トン