

ベンディング金型編
1-3)曲げ加工の準備について①(圧力表の見方)
圧力表の見方
加工前に圧力表の確認をします。
圧力表は金型カタログに必ず明記されており、
機械にも銘板として見やすい所に表示されています。
基本的に下記の表で圧力以外の諸条件は読み取れます。
この圧力表を深く知るか、浅く知るかで作業者の安全と製品の仕上りに大きな差が出ます。
機械スペック、金型の選定、製品精度や品質に大きく関わってきますので、
内容を把握し安全作業に活かしましょう。
まず、下記表から次の事を読み取ります。
- 1:最小フランジの長さ(b)
- 2:曲げに使う金型のV幅(V)
- 3:1mあたりの必要トン数(F)
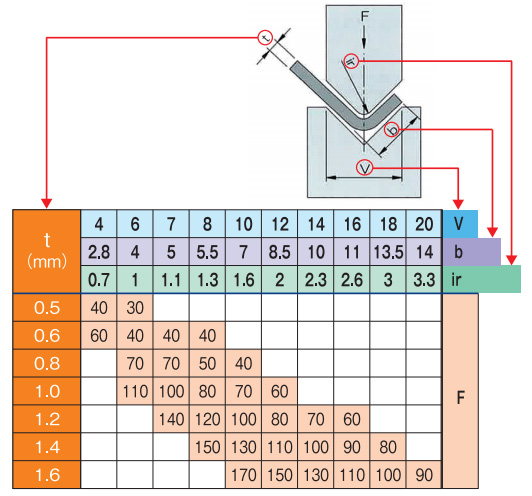
圧力表項目の記号
V = V幅
b = 最小フランジ長(mm)
ir = 内側曲げ半径(内R)
t = 板厚(抗張力40~50kg/mm)
F = 1mあたりの圧力(kN/m)
圧力表の値は、「ボトミング」「SS材」を基本に作成されている為、加工条件により抗張力等を考慮しなくてはなりません。
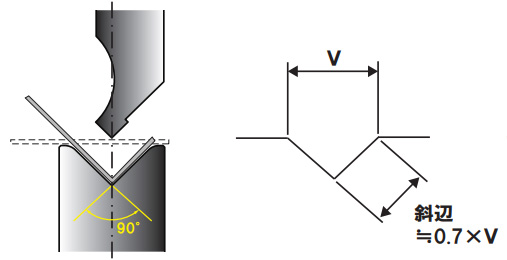
最小フランジ長
曲げ加工を完成させるにはワークが最後までダイの両肩に乗っている必要があります。
最小フランジの長さは90°曲げを基準に以下の計算式で表します。
b=(V/2)×√2≒0.7V

V幅選定とir(内側 R)の基本設定
V幅
| 曲げ方法 | V幅 | 特徴 | ||
| ボトミング | 板厚 | 一番多い曲げ加工の為、V溝を求めるパターンも細かく分かれている。 | ||
| 0.5~2.6 | 3.0~8.0 | 9.0~10 | ||
| 6×t | 8×t | 10×t | ||
|
パーシャル ベンディング |
12~15×t | 任意の角度曲げを考慮してある為、曲げ精度が安定しやすいV幅設定である。 ボトミングの≒2倍を目安とする。 |
||
| コイニング | 5~6×t | irを小さくしてパンチ先端の食い込み量をを少なくするのが目的。 | ||
ir(内曲げ半径)
| 曲げ方法 | ir (内曲げ半径) |
特徴 |
| ボトミング | ≒V/6 | パンチ先端R・スプリングバック量等、安全かつ安定した精度を保つ為、基礎となる値。 |
|
パーシャル ベンディング |
高い精度が必要な時は、ボトミングタイプの金型を使用する。 | |
| コイニング | ボトミング用ダイを使用した場合、ir が大きくなり余分な加圧を必要とする為、注意が必要。 |
※この表は目安であり、最終検証は他の条件も加味して決定してください。
P(所要トン数)とt(板厚)の関係について
1-4)曲げ加工の準備について②で詳しく取り上げるが、特に誤解されやすいのが、このトン数と板厚の関係である。
「板厚が2倍だから圧力も2倍になる」と考えている人がおられるが、これは間違いです。
V幅を一定にして板厚を変えた場合の所要トン数の一部を下の圧力表にしてみた。
板厚が2倍になると、トン数はおよそ4倍になることがわかる。
トン数は板厚の変化の2乗に比例して大きくなり、単なる比例関係ではない。
トン数と板厚の関係
| V=12の場合 | V=16の場合 | |||
| t(mm) | 1 | 2 | 1.2 | 2.3 |
| P(ton) | 6 | 22 | 6 | 27 |