

ベンディング金型編
1-15)金型の管理について
今回は金型の「管理」について考えます。
所有金型の現状を把握していつでも使用できる状態に維持することが必要です。
その為には、①金型基本情報(金型種類・数量)と②金型の状態の2点を可視化することが重要です。
金型管理例
金型の状態をランク付け管理する
- A:良品
- B:注意喚起品(キズ有等)
- C:再研磨必要品
- D:使用不可品
前回再研磨○年○月○日、サビの有無等が一目で分かる様に
ラベルプリンター等で表示を行い管理しましょう。
ベンディング金型は、使用の度合いを問わず複数本の単位を基本として考える為、
直接板金品質に影響が出やすくなります。
日頃からしっかりと金型の管理を行いましょう。
金型が整頓された例


金型長寿命化について
ベンディング金型は加工する材料、板厚、金型を固定できない為、寿命を特定するのは困難です。
金型の取扱い(取付けや芯出し等)にも影響されるため、金型メーカーは保証寿命を明示していません。
そこで、少しでも金型寿命を延ばすメンテナンス方法の一つとして、「再研磨」について説明します。
再研磨
パンチ再研磨の基本的な基準です。
- ①1回の再研磨量は0.3mm。
- ②金型の再研磨可能数は通常4回まで。状態により5回可能な場合もあります。
金型を並べて使用する場合、再研磨後の“通り精度”を出す為、原則として一度に複数本の再研磨を行う必要があります。
その場合、一番摩耗している金型を基準に再研磨を行う為、一度に0.6mm程度かそれ以上の再研磨を必要とする可能性があります。
刃先の逃げ部は1~1.5mm程度必要です。スプリングバックを考慮した場合、深く曲げ込む必要がある為です。
パンチ先端の摩耗
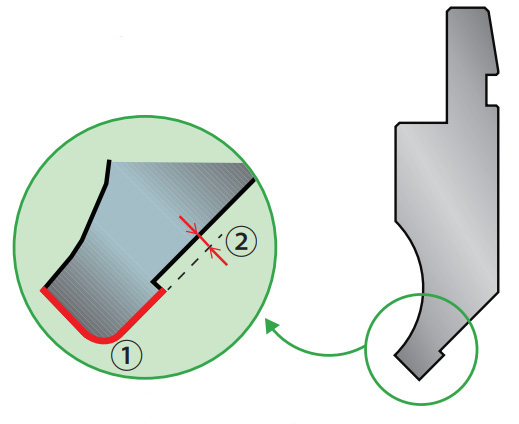
①先端の摩耗
②逃げ部の研磨
ダイ肩Rの摩耗
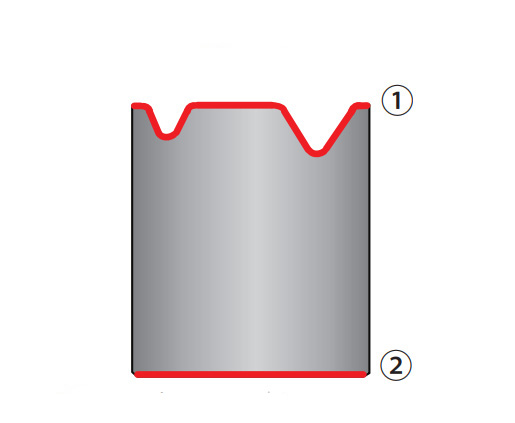
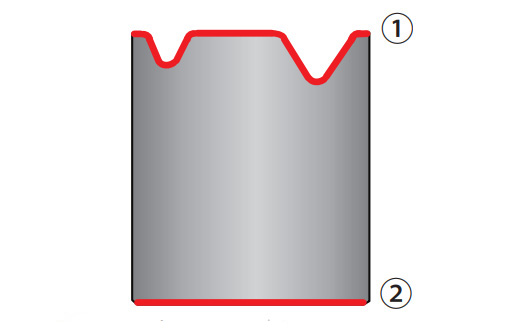
①肩R部の研磨
②状況により底部の研磨
金型は一回の研磨量を少なく抑え、回数を重ねる方がより長寿命に繋がります。
再研磨以外で金型寿命を延ばす方法として、次の事にご配慮ください。
- ①耐圧限界に余裕のある金型を使用する。
- ②サビを発生させない。
- ③金型を並べて保管するときは、下に材木等のキズが付かず、安定した素材の上に置くようにする。
- ④金型の一部分だけを使用して曲げない。
サビについて
サビは金属がおかれた環境により表面に発錆現象が起き、外観・機能が損なわれる現象です。
浸食が進むと強度は格段に落ちます。
ベンディング金型は錆びて浸食が進むと、その部分が摩耗しやすくなり、バランスが崩れて割れやすくなります。
サビを発見したら、素早く除去し防錆剤等で保護することをお勧めします。

サビが発生した金型
金型の耐圧を落とす原因
「逃し」や「切欠き」等、金型に改良を加えている場合
成形形状が近くにある、曲げ加工を行う金型に多くみられます。
熱が加わり、硬度が落ちた場合
連続したSUS加工が主な場合、摩擦熱による「焼き戻し現象」が発生することがあります。
クラックが入っている場合
変形した金型に多くみられ、破損の危険があるので使用しない様にしましょう。

刃先が変形した金型
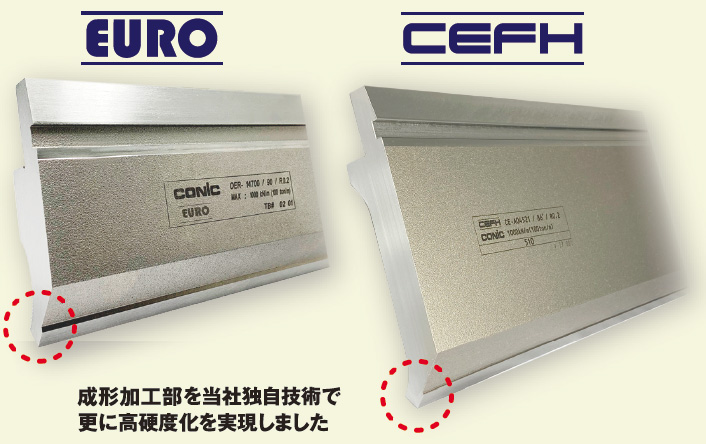
対策商品のご案内
コニックでは長寿命に特化した、オリジナルブレーキ用金型 CEFH・EURO をご用意しています。
パンチとダイの刃先(成形加工部)の硬度を上げ、驚異の長寿命を実現しました。

EUROシリーズ金型と同等の硬度でパンチ高さ120mmの高ハイトタイプ。
特長
- ①従来金型(スタンダード金型)比、約4倍の長寿命を実現。
- ②高硬度により、擦りキズがつきにくい。
- ③再研磨にかかっていたコストを大幅削減。
- ④金型交換にかかっていた工数を短縮。


今回ご紹介した金型詳細はお気軽にお問い合わせください。