

vol.18 PROBLEMS OF BENDING
This time, we have summarized the conic products introduced in the Technical Information for each bending task.
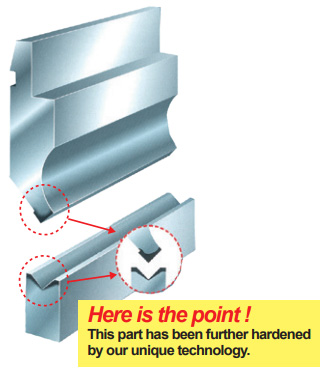
LONG LIFE TOOL
The “EURO” “CEFH” tool has a hardened bending edge and achieves about 4 times longer life than conventional tools.
Since the wear amount is extremely small, re-grinding is almost unnecessary, and the sheet metal accuracy is stable.
Ideal for SUS and thick plate processing.



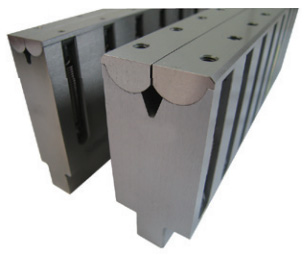
ELIMINATE BENDING SCRATCHES
Slip scratches are prevented by using a tool that protects against scratches.

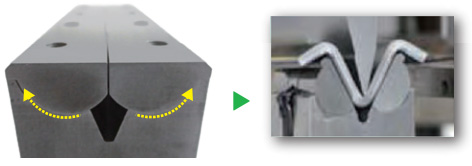
The die opens like a wing,
eliminating scratches on the shoulder.

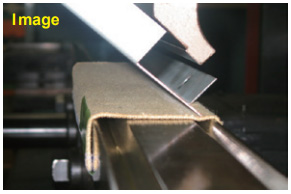
Example of bending SUS
T=1.5
Bending scratches can be prevented simply by placing it on the die, allowing quick preparation in advance.
■ SPECIAL SHEET (*The photo is KIZU-NON SHEET)

SMOOTH SPECIAL BENDING
Depending on the product dimensions and accuracy, it may not be possible to bend at once, but may be bent multiple times or use multiple tools.
We propose the use of special type to improve efficiency, safety and quality.
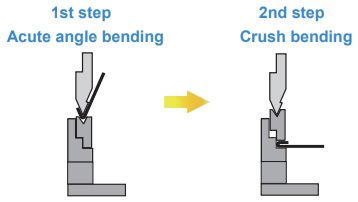
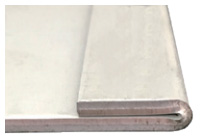
■ HEMMING BENDING TOOL “FEATHER HEMMING”
Two steps of hemming bending can be processed with one type of tool. It supports from corner hemming to split hemming,
and adjustment is easily possible even in environments with tonnage variations of hydraulic machines.

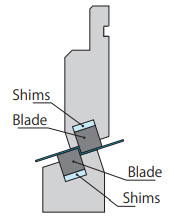
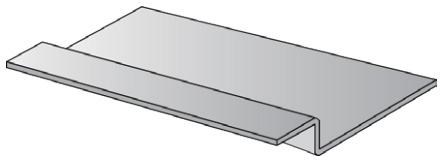
■ TOOL FOR STEP BENDING “DANSAR”
You can easily adjust the height of the steps by simply inserting a shim with the same thickness as the height of the steps.
Even if there are variations in the tonnage of hydraulic machines, adjustment is easy and dimensional accuracy is stable.

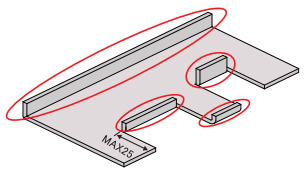
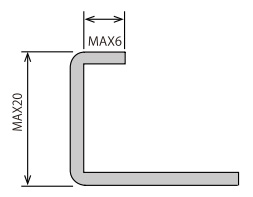
■ TOOL FOR SMALL FLANGE BENDING “CHOMMAGEKUN”
Bending with a small rise (1.5 times the plate thickness) can be processed quickly.
When changing the plate thickness, you can easily change the bending setting by simply replacing the shim with the same thickness as the product.

REDUCES TOOL SETUP TIME
By improving the man-hours for mounting and removing the tool, smoother bending can be realized.
■ ONE TOUCH CLAMP DIE HOLDER
All tools on the holder can be fixed with on lever.

■ ECO-CLAMP
A clamp that can be attached to both one-touch type and with safety groove type punches.

*Please contact us in advance as some countries may not be available for sale.
PDF Download
-
vol.1 TYPE OF PRESS BRAKE TOOLS
-
vol.2 ABOUT V - BENDING TYPE
-
vol.3 PREPARATION FOR BENDING 1
(TONNAGE CHART , MINIMUM FLANGE LENGTH, V width selection) -
vol.4 PREPARATION FOR BENDING 2
(Punch marking example, V - BENDING FORCE CALCULATION FORMULA) -
vol.5 THE FEATURES OF BENDING
(BENDING ALLOWANCE, SPRING - BACK) -
vol.6 ABOUT TOOL SELECTION
(STEPS FOR CHOOSING A TOOL, STUDYING FROM THE DRAWINGS, READ DETAILS FROM DRAWINGS) -
vol.7 ABOUT TOOL INSTALLATION
(TOOL INSTALLATION PROCEDURE, ALIGNMENT PROCEDURE) -
vol.8 PROBLEMS OF BENDING
(DIMENSIONAL DEFECT AND ANGLE DEFECT, GUIDELINS FOR RE-POLISHING, COUNTERMEASURES OTHER THAN REGRINDING) -
vol.9 PROBLEMS OF BENDING 2
(ANGLE DEFECT, MACHINE MAINTENANCE) -
vol.10 PROBLEMS OF BENDING 3
(COUNTERMEASURE FOR CRACK / FRACTURE) -
vol.11 PROBLEMS OF BENDING 4
(SPRING-BACK MEASURES, WORK WARPAGE MEASURES, SHEARING METHOD AND WARPAGE TENDENCY BY SHEET METAL MACHINE) -
vol.12 TYPES OF BENDING SHAPES
(HEMMING BENDING, STEP BENDING) -
vol.13 BENDING FAQ 1
(TOOL INTERFERENCE, MINIMUM FLANGE LENGTH) -
vol.14 BENDING FAQ 2
(ABOUT TOOL SELECTION) -
vol.15 ABOUT TOOL MANAGEMENT
(EXAMPLE OF TOOL MANAGEMENT, EXTENDING TOOL LIFE) -
vol.16 PROBLEMS OF BENDING
-
vol.17 PROBLEMS OF BENDING
(BENDING BUMP MEASURES) -
vol.18 PROBLEMS OF BENDING