

25) SPECIAL TOOL USERS MANUAL (AMADA TYPE)
To use forming tool safely
Use the tool under appropriate conditions.
Use at other than the specified plate thickness (material) may damage the tool.
Use after adjusting the punch length.
- ・Make sure the difference in shut height for each punch press.
- ・At the time of shipment, Conic set the tool length shorter for safety.
Please adjust the tool length with reference to this manual.
If processing with a multi-process tool;
- ・Pre-hole size
- ・Center position of the machine on the program
Check these out.
Height adjustment method for upward tool
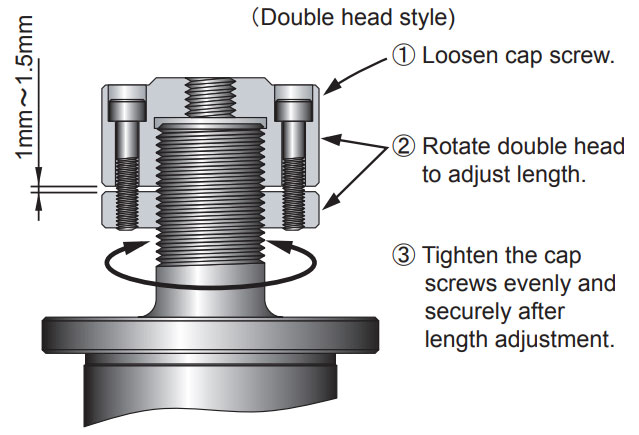
| Tool station | Screw Size | Adjustment amount |
| 1/2"(A) | M12 P = 1.25mm | 1/4 turn makes 0.3mm adjustment |
| 1-1/4"(B) | M20 P = 1.5mm | 1/5 turn makes 0.3mm adjustment |
| 2"(C) 2-3/4" 3-1/2"(D) |
M30 P = 2mm | 1/4 turn makes 0.5mm adjustment |
| 4-1/2"(E) | M40 P = 2mm |
Height adjustment method for downward tool
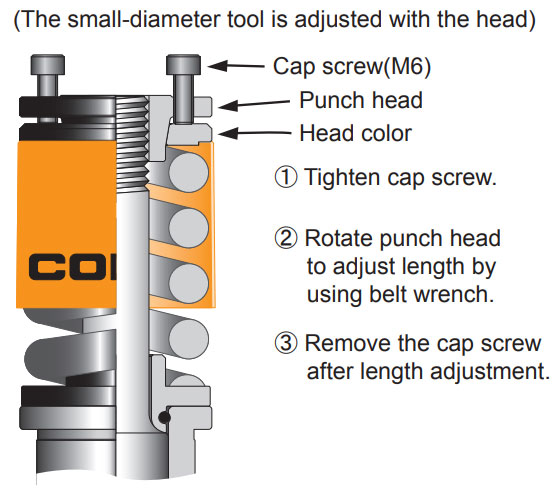
Height adjustment method for downward tool
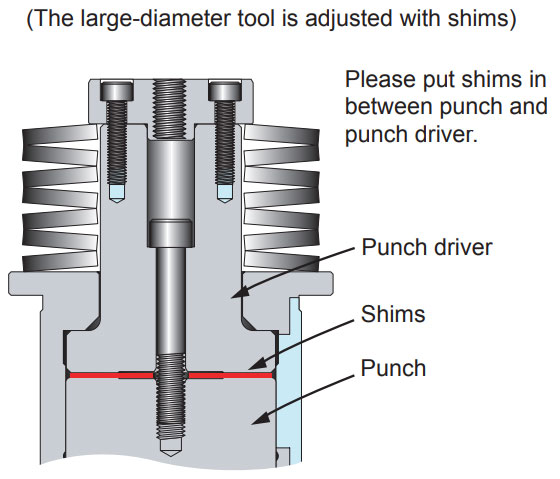
Special forming shim set(sells separately) has 5 pieces shims.
Thickness is t=0.4 , 0.5 , 0.6 , 0.7 , 0.8 mm.
It can be adjusted by those combination from 0.4 to 2.6mm 0.1mm step.
PDF Download
1)HALF SHEAR (SHEAR BUTTON)
2)EMBOSS (DIMPLE)
3)COUNTERSINK FOR COUNTERSUNK SCREW (CHAMFERING)
4)COUNTERSINK
5)COUNTERSINK BURRING
6)ONE PITCH THREAD FORM
7)BURRING FOR THREAD FORM
8)BURRING
9)CURLING
10)EMBOSS
11)CENTER POINT
12)KNOCKOUT
13)BRIDGE, DOUBLE BRIDGE
14)LANCE (Z-BENDING)
15)LANCE (L-BENDING)
16)LANCE FOR AIR FLOW
17)OUVER FOR AIR FLOW
18)BEADING
19)CARD GUIDE
20)BENDING (OFFSET TOOL)
21)MARKING (STAMPING)
22)MARKING (EMBOSS)
23)PROJECTION
24)HINGE TOOL
25)SPECIAL TOOL USERS MANUAL (AMADA TYPE)
26)SPECIAL TOOL USERS MANUAL (MURATA TYPE)
27)TOOLING STRUCTURE AND PARTS NAME (AMADA TYPE)