

パンチング金型編 基礎編
1-3)金型の材質について
金型の材質の選定は、コストのみならず品質にも影響します。
金型の材質
金型の材質として当社では、
・ ダイス鋼 (SKD-11相当)
・ 改良ダイス鋼
・ ハイス鋼 (SKH-51相当)
を採用しております。
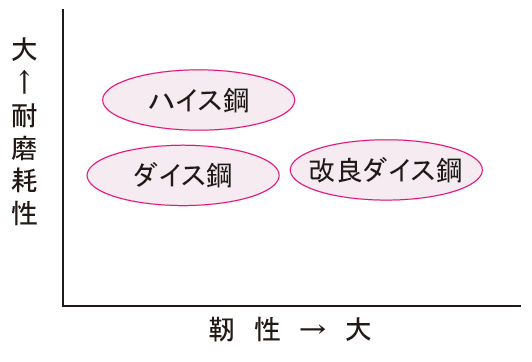
図1.金型の材質特性
各鋼種の特性
SKD-11(冷間金型用合金工具鋼)
機械的性質・熱処理特性に優れた、板金加工用金型の代表的材料です。
SKH-51(高速度工具鋼)
ハイス鋼の中で、最も広く使用されている材料の1つです。
ダイス鋼と比較して、耐摩耗性・耐衝撃性・靭性に優れた材料です。
ステンレス等の難加工材や生産量が多い場合に向いています。
改良ダイス鋼(特許鋼種)
SKD-11より靭性・耐チッピング性を向上させた材料です。
SKH-51と同等以上の靭性を備えています。
材質の選定
金型の材質の選定は、加工条件(被加工材・寸法精度・ヒット数等)によって行います。
下記の項目を目安として選定されることをお勧めします。
| ダイス鋼選定の目安 | ハイス鋼選定の目安 |
|
|
生産数の多い場合や難加工材の場合は、ス-パ-ドライパンチやコ-ティング処理との併用をお勧めします。
金型の破損の原因は金型の強度不足ばかりでなく、その他の要因(カス上がりやタ-レットの芯ズレ、金型の装着不良等)も考えられます。
破損の原因をよく検討した上で材質の選定を行う事をお勧めします。
(ス-パ-ドライパンチ、コ-ティング処理、金型の寿命対策につきましては、金型の寿命対策(2-2)をご参照下さい。)
その他の金型用材料
各鋼種の特性
機械構造用炭素鋼(S-C材)
金属材料の代表的鋼種の一つです。
金型においては直接ワ-クを加工しない部分に使用しています。(ヘッドやカラ-等)
クロムモリブデン鋼(SCM材)
中程度の強度の必要な部分に使用しています。(ガイド、成形用金型のエジェクタ-等)
炭素工具鋼(SK材)
比較的硬さが必要な部分に使用しています。(キ-ピン、成形用金型のエジェクタ-等)
合金工具鋼(SKS材)
ダイス鋼と同等の硬さが必要な部分に使用しています。(ピンホルダ-等)