

パンチング金型編 基礎編
1-5)成形用金型の各部名称
タレットパンチプレスで成形加工を行う場合、抜き加工とは異なる調整が必要です。
今回は、成形用金型の部品名称と機能、金型の調整方法などについてまとめてみました。
上向成形用金型
上向成形加工は、ワーク下面より上方に向かって成形する加工です。
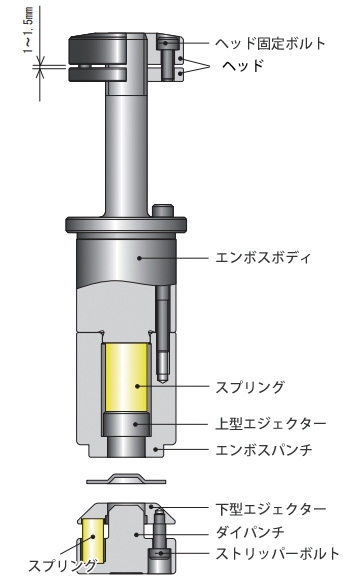
上型 (パンチセット) の各部名称と機能
① エンボスパンチ
ワ-クを直接成形する部分。
② エンボスボディ
エンボスパンチを保持する部分。
③ 上型エジェクタ-
ワークをパンチからけり出す部分。
(これをエジェクトと言います。)
また、補助的にワークを成形する場合もあります。
④ ヘッド
ストライカーの力を直接受け、エンボスボディ・パンチに伝える部分。
また、成形形状の立ち上がり高さを決めるために、
パンチの長さの調整を行います。
パンチ長さの調整方法(ハイト調整)
- 1.ヘッド固定ボルトを緩める。
- 2.ヘッドを回転させてパンチの長さを調整する。
(上下のヘッドの隙間を1~1.5mmに保つこと) - 3.ヘッド固定ボルトを均等に、確実に締め付ける。
下型 (ダイセット) の各部名称と機能
⑤ ダイパンチ
ワークを直接成形する部分。
⑥ 下型エジェクター、スプリング
加工中はワークを押え、加工後はスプリングの力で下型エジェクターを押し上げてワークをダイパンチから引き離します。
⑦ ストリッパーボルト
ダイパンチと下型エジェクターを連結する部分。
そのため、ワークを傷つけたり、成形部が上タレットに当たるなどのトラブルが発生する場合があります。
加工方法、プログラムなどに留意下さい。
<参考> ヘッドのネジ調整量
| ネジサイズ (ネジピッチ) |
1/4回転当たりの 調整量 |
| M12×P1.25 | 0.3 mm |
| M20×P1.5 | 0.4 mm |
| M30×P2.0 | 0.5 mm |
| M40×P2.0 |
金型構造図 (例:ロングタイプ)
下向成形用金型
下向成形加工は、ワーク上面より下方に向かって成形する加工です。
上型 (パンチセット) の各部名称と機能
上型の各部名称と機能は、1-4)抜き用金型の各部名称をご参照下さい。
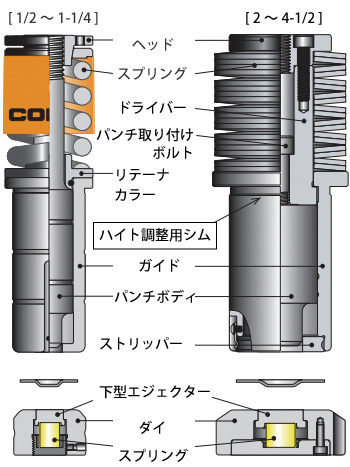
パンチ長さの調整方法は金型構造によって異なります。
パンチ長さの調整方法
([ 1/2~1-1/4 ]の場合)
- 1.キャップボルトを2ヶ所のボルト穴に取り付け、均等に締め付ける。
- 2.ベルトレンチにてヘッドを回転させ、パンチ長さを調整する。
- 3.キャップボルトを取り外す。
パンチ長さの調整方法
([ 2~4-1/2 ]の場合)
- 1.パンチ取付ボルトを緩める。
- 2.パンチをガイドより取り外し、パンチとドライバーの間に調整用シムを入れる。
- 3.パンチを取り付け、パンチ取付ボルトを確実に締め付ける。
豆知識
微調整を行う場合、ダイシムにて調整を行い、
調整終了後ダイシムを取り除き、同じ厚みのパンチシムを使用すれば簡単に調整が出来ます。
下型 (ダイセット) の各部名称と機能
1) ダイ
ワークを直接成形する部分。
2) 下型エジェクター
ワークをけり出す部分。
3) スプリング
下型エジェクターを押し上げる役目をします。
金型構造図 (例:ロングタイプ)
成形用金型ご使用の注意点
- 1.所定の加工条件でご使用下さい。
指定板厚(材質)以外でのご使用や、所定の成形寸法以上に立ち上がりを高くするなどのためにパンチ全長を長くした場合は、金型に余分な負荷がかかり破損の原因となる場合があります。 - 2.同一機種のプレス機においても、機械ごとにシャットハイトは異なります。
適切なパンチ長さの調整を行って下さい。
※ 工場出荷時には、安全のためにパンチ長さを短めに設定しております。