
![]()
厚板打抜加工用金型
![]()
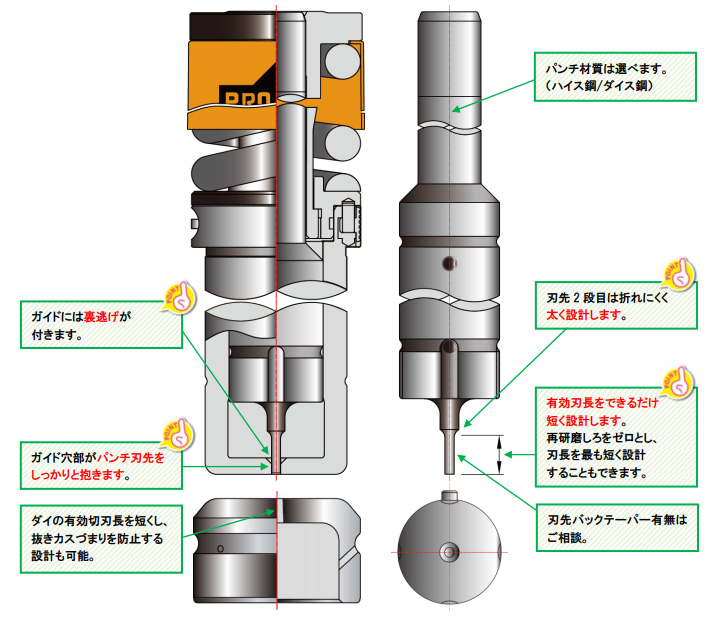
厚板の打抜き加工では、パンチ刃先の折損やカス詰まりなどのトラブルがつきもの。
本製品は、刃先強度を高めた専用設計で、そうしたリスクを低減できる厚板対応金型です。
刃先2段目は折れにくい太設計、有効刃長は極力短くし、再研磨を考慮したゼロピッチ設計も可能。
ガイド部はパンチ刃先をしっかり抱えて位置ブレも防止します。
さらに、極少クリアランスでの加工により、抜き穴内径のストレート部が確保され、ワークへのタップ加工にも対応。
板厚や材質などに応じた専用設計も承りますので、まずはお気軽にご相談ください。
再研磨も想定済み!折れにくく、
長く使える設計です!

POINT 1
「厚板の打抜きでは、どうしても刃先の折れやカス詰まりが発生しやすい・・・」
この金型は、刃先強度を高めた特別設計で、そのリスクを大幅に軽減。
といった工夫で、現場に安心をもたらします。
POINT 2
刃先の摩耗による交換だけでなく、再研磨して使いたいという現場の声にも応えます。
ピッチ設定をゼロにできる設計により、長く・ムダなく使える金型としても評価されています。
POINT 3
ガイド部がパンチ刃先をしっかり保持するため、打抜き位置のブレを防止。
精度・安定性ともに高い加工が実現できます。
POINT 4
ガイド部がパンチ刃先をしっかり保持するため、打抜き位置のブレを防止。
精度・安定性ともに高い加工が実現できます。
| C=1.3 の場合 ストレート部ほぼ無し |
C=0.3 の場合 ストレート部十分有り |
 |
 |
| 通常、計算上の適正クリアランス | 今回実験クリアランス |
(※1)諸条件のお打ち合せに基づき設計するオーダー金型です
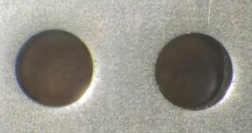
抜き打ち成功例
30HIT 打抜き後の刃先

ワークの仕上がり

(テスト条件)
抜き打ち成功例
30HIT 打抜き後の刃先

ワークの仕上がり
(テスト条件)
※このテストは耐久性を保証するものではありません
薄板の場合、バーリング金型でワークを筒状に絞り、ネジ山数の厚みを確保するのが一般的ですが、 厚板の場合はバーリング加工が困難な場合があります。
そこで厚板の抜き穴に直接タップ加工をする使い方へと展開することができます。

PROTECH3 1-1/4” |

打抜き後 |

バーリング加工なしで直接タップ加工 |
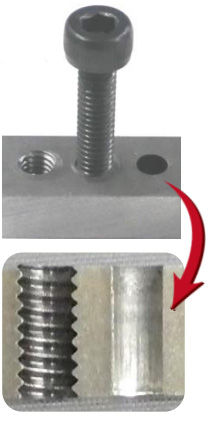
完成(断面写真) |
さらに詳しい情報はPDFをご参照ください。



