

パンチング金型編 実践編
2-3)抜き加工におけるカス上がり対策
NCタレットパンチプレス機による抜き加工時に発生するトラブルの1つに、 抜きカス上がりがあります。
カス上がりは、一般的に丸形状や単純形状で板厚が薄い場合に多く発生すると言われています。
この章はこのカス上がりについて、
スラグキャッチャーダイをはじめとするいくつかの対策例をまとめました。
カス上りのメカニズム
- a)真空による吸着
- b)油膜による吸着
- c)磁気による吸着
- d)抜きカスのカエリ等による刃先圧着
下型(ダイ側)によるカス上り防止対策
1)ダイ切刃の選定
抜きカスをキャッチしてカス上りを防止します。
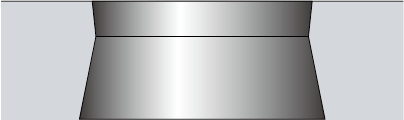
| スラグキャッチャーダイ | |||
|
1.ワークがA部で切断される |
|
2.抜きカスがB部に下がる過程で圧縮される |
|
3.B部より下がった時に圧縮から解放される |
|
4.C部よりB部の方が狭い為、抜きカスはB部より上には上がらない |
| ダイ切れ刃の種類 | |||
| 切刃の名称 | 切刃の形状 | 仕様 | 適用 |
| ストレート切刃 |

|
切刃部及び逃し部がストレート形状。 一般的な切刃形状です。 |
丸形状に標準採用。 |
| スラグキャッチャー(S.C) |
|
切刃部が逆テーパーになっているカス上り防止効果に優れた切刃形状。 | 標準角形状、異形形状に標準採用。 |
| スラグキャッチャーⅡ(S.CⅡ) |

|
スラグキャッチャーにストレート形状を加えカス上り防止効果を更に高めた切刃形状。 | 標準角形状、異形形状に採用。 |
| オールテーパー |

|
全体がテーパーになっている切刃形状。 | サイクロンダイに採用。 |
| オールテーパーⅡ |

|
2段のテーパー形状になっている切刃形状。 | カスサクション装置付きマシンに適する大口径用のダイ。 |
| ストレート切刃+放電逃がし |
|
裏逃げ部により、角形状のカス上がり防止効果を高めた切刃形状。 | 標準角形状、異形形状に採用。 |
| ストレート切刃+テーパー逃がし |

|
切刃部がストレート、逃し部がテーパーになっている切刃形状。 | ブランク型、クリアランス込のダイ寸法2幅未満、ヒール付金型、クリアランス0.1未満の標準角形状に採用。 |
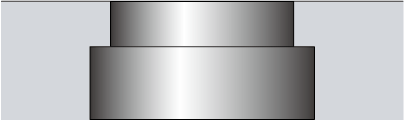
| スラグキャッチャーダイ | |
|
|
1.ワークがA部で切断される |
|
|
2.抜きカスがB部に下がる過程で圧縮される |
|
|
3.B部より下がった時に圧縮から解放される |
|
|
4.C部よりB部の方が狭い為、抜きカスはB部より上には上がらない |
| その他の切刃 | |
| ダイ切れ刃の種類 | |||
| 切刃の名称 | 切刃の形状 | ||
| ストレート切刃 |
|
||
|
切刃部及び逃し部がストレート形状。 一般的な切刃形状です。 |
|||
| 適用丸形状に採用。 | |||
| 切刃の名称 | 切刃の形状 | ||
| スラグキャッチャー(S.C) |
|
||
| 切刃部が逆テーパーになっているカス上り防止効果に優れた切刃形状。 | |||
| 適用標準角形状、異形形状に採用。 | |||
| 切刃の名称 | 切刃の形状 | ||
| スラグキャッチャーⅡ(S.CⅡ) |
|
||
| スラグキャッチャーにストレート形状を加えカス上り防止効果を更に高めた切刃形状。 | |||
| 適用標準角形状、異形形状に採用。 | |||
| 切刃の名称 | 切刃の形状 | ||
| オールテーパー |
|
||
| 全体がテーパーになっている切刃形状。 | |||
| 適用サイクロンダイに採用。 | |||
| 切刃の名称 | 切刃の形状 | ||
| オールテーパーⅡ |
|
||
| 2段のテーパー形状になっている切刃形状。 | |||
| 適用カスサクション装置付きマシンに適する大口径用のダイ。 | |||
| 切刃の名称 | 切刃の形状 | ||
| ストレート切刃+放電逃がし |
|
||
| 裏逃げ部により、カス上がりを防止。 | |||
| 適用標準角形状、異形形状に採用。 | |||
| 切刃の名称 | 切刃の形状 | ||
| ストレート切刃+テーパー逃がし |
|
||
| 切刃部がストレート、逃し部がテーパーになっている切刃形状。 | |||
| 適用ブランク型、クリアランス込のダイ寸法2幅未満、ヒール付金型、クリアランス0.1未満の標準角形状に採用。 | |||
2)デポジトロン処理(D処理)
ダイ切刃側面に超硬被膜を電気溶着し、抜きカスを噛み込みます。
上型(パンチ側)によるカス上り防止対策
1)パンチの全長変更
抜きカスをダイの中に押し込む深さを増し、カス上がりを防止します。
不十分な状態
良好な状態
2)ウレタンキッカー
パンチの刃先に装着された特殊ウレタンにより抜きカスを強制的に落とします。(密着・吸着防止)
3)圧縮エアー
型センターのエアー穴から圧縮空気を直接抜きカスに吹きつけて強制的に抜きカスを落とします。
圧縮空気
4)シャー角
パンチの刃先にシャー角を付けることにより抜きカスを変形させ、
その反発力(スプリングバック)を利用してカス上がりを防止します。
その他の対策
- 1)加工油を使用しない
- 2)適正なクリアランスで金型を使用する
- 3)脱磁を十分に行う
被加工材(ワーク)の材質・板厚・抜き形状等によりこれらの方法を、単独又は組み合わせてお試し頂く事をおすすめ致します。