標準品では解決できない加工課題に対し、コニックでは数多くの特殊金型を設計・製作してきました。
本ページでは、現場で実際に寄せられた課題と、その解決事例をご紹介します。
![]()
パンチング金型 特殊金型事例集
標準品では解決できない加工課題に対し、コニックでは数多くの特殊金型を設計・製作してきました。
本ページでは、現場で実際に寄せられた課題と、その解決事例をご紹介します。

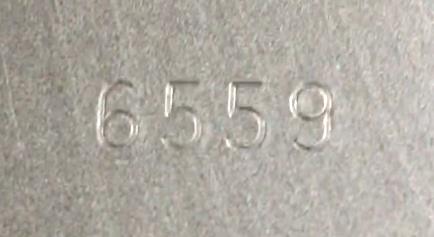
製品にロット番号を刻印したいが、ロット変更のたびに番号を手動で交換する必要があり、作業負担が大きい。
パンチング機の加工工程内でロット番号を自動で切り替えられるようにしたい。
AステーションとDステーションを連結した自動カウント機構付き刻印金型をご提案しました。
Aステーションの金型がヒットするたびに、Dステーション側の刻印金型が1カウントずつ自動でカウントアップする構造にしました。
これにより、手動での番号交換作業が不要となり、作業効率の向上と人的ミスの防止を実現しました。

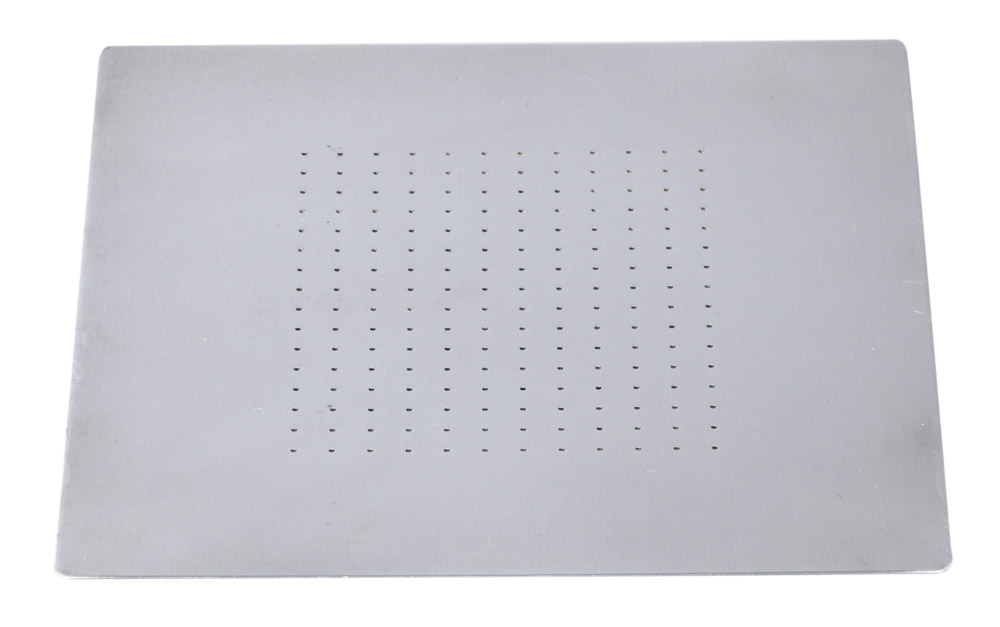

穴径が細いため、連続して打ち抜き加工を行うとパンチが折損するリスクが高く、安定した加工が難しい。
多本針金型をご提案しました。
一度の加工で複数穴を成形できる構造とすることで、加工回数を削減しました。
さらに大口径金型として設計し、板押さえ力を向上。
ワークを平面状態に保持したまま加工できるようにすることで、パンチ折れを防止し、加工の安定性を高めました。
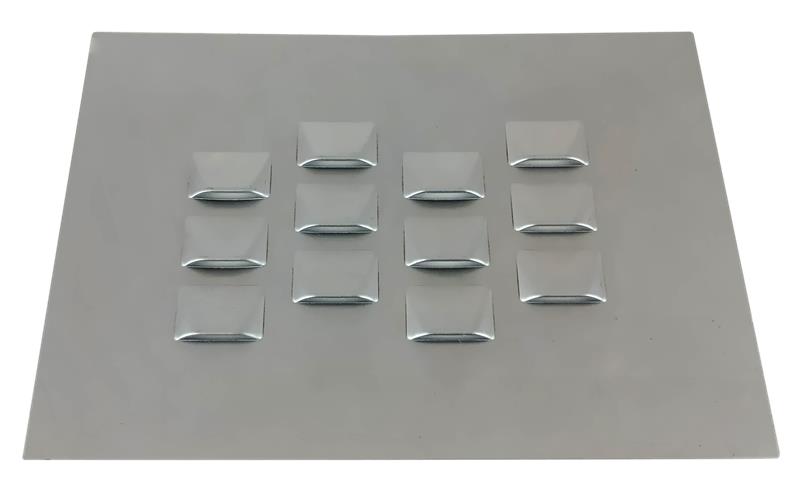


単発加工では加工時間が長く、生産効率に課題がある。
また、加工ヒット数が多いため、ワークの反りも発生している。
ミニルーバーの6連型を製作しました。
一度の加工で6箇所を同時成形できる構造とすることで、加工時間を従来の約1/6に短縮しました。
さらにヒット数を削減することで、ワークへの負荷を軽減し、反りの発生を抑制。
生産性と品質の両立を実現しました。
特殊金型製作は、ひとつとして同じ案件がありません。
板厚・材質・形状・設備条件を踏まえ、都度設計から最適解を導き出しています。
「こんな加工できる?」「前例がないけど相談したい」
そんなご相談も、ぜひお気軽にお寄せください。
POINT 1
お手元に図面がない場合でも、 ラフなスケッチや現物をもとに製作が可能です。
経験豊富な技術者がヒアリングを行い、仕様に合った最適な形状をご提案します。
POINT 2
アマダタイプ、村田タイプ、トルンプタイプなど各メーカーに対応した特殊金型の製作が可能です。
パンチング機械の仕様に合わせて設計を行います。是非一度ご相談ください。
POINT 3
複雑な形状や高精度を求められる特殊金型にも、これまで数多くの対応実績があります。
設計から製造まで自社一貫対応のため、品質・納期ともに安心してお任せいただけます。

